Dit artikel richt zich op praktische richtlijnen op technisch niveau voor kruiskoppelingsassen (U-gewrichtsassen). Het omvat definities, configuratiekeuzes, maatformules, materiaal- en warmtebehandelingsaanbevelingen, montage- en faseringsprocedures, inspectiechecklists, veel voorkomende faalwijzen en afwerkings-/productietoleranties - allemaal geschreven zodat een ontwerp- of onderhoudsingenieur het direct kan toepassen.
Wat een kruiskoppelingsas is en wanneer deze te gebruiken
Een kruiskoppelingsas brengt koppel over tussen niet-collineaire assen met behulp van een of meer kruiskoppelingen (Hooke-type). In tegenstelling tot verbindingen met constante snelheid maakt een basis-U-verbinding hoekafwijkingen mogelijk, maar veroorzaakt snelheidsschommelingen wanneer deze alleen worden gebruikt. Gebruik U-scharnierassen waarbij:
- De hoekafwijking is matig (typisch tot 25–30° per verbinding voor ontwerpen voor zwaar gebruik).
- Eenvoud, kosten en onderhoudsgemak zijn prioriteiten.
- Het systeem kan snelheidsschommelingen accepteren of gepaarde (dubbele) U-verbindingen gebruiken om deze te annuleren.
Typen en configuraties van kruiskoppelingassen
Enkele versus dubbele (cardan) U-scharnierassen
Een enkel U-gewricht brengt koppel over tussen verkeerd uitgelijnde assen, maar introduceert een niet-uniforme hoeksnelheid. Een correct gefaseerd dubbel U-gewricht (twee U-gewrichten met een centrale as) annuleert snelheidsvariaties als beide verbindingen onder gelijke hoeken werken en correct gefaseerd zijn - dit is de meest gebruikelijke oplossing bij aandrijflijntoepassingen.
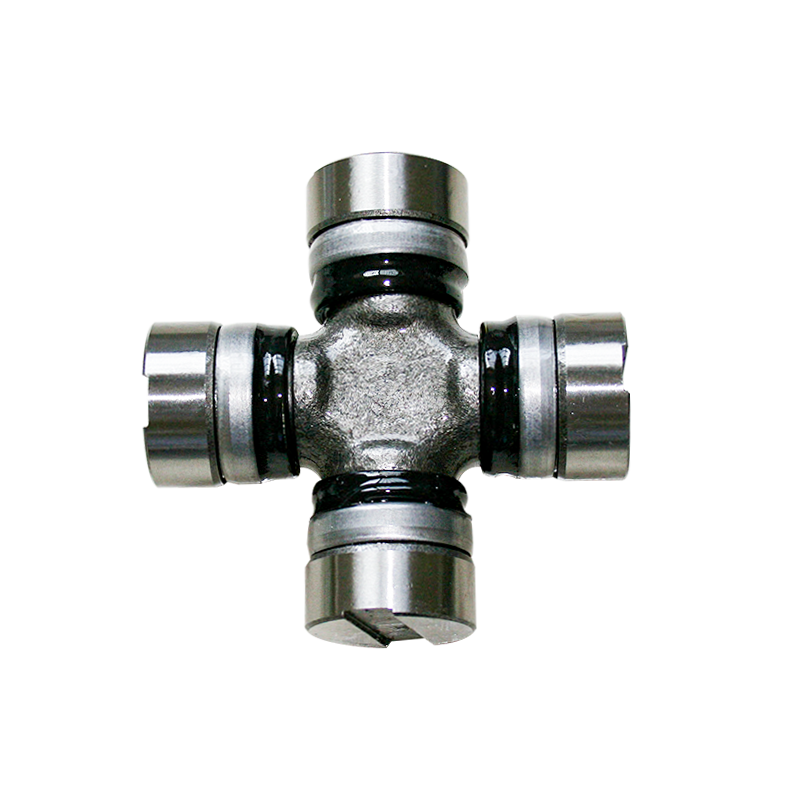
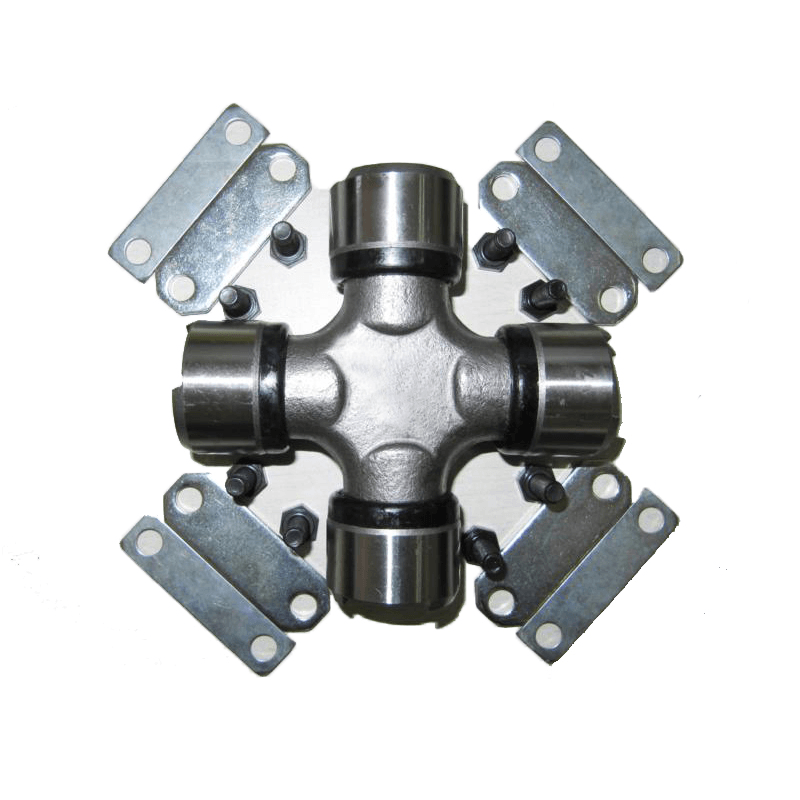
Kruislager (vierbouten) versus statief en hybrides met constante snelheid
Kruislagerverbindingen (met een naaldlagerkruis) zijn compact en robuust voor zware radiale belastingen. Statief- of CV-hybride verbindingen verminderen trillingen onder grotere hoeken, maar zijn complexer en duurder. Kies op basis van de vereiste verkeerde uitlijning, inschakelduur, toegang tot smering en dynamische balanceringsbehoeften.
Ontwerp- en maatprincipes (praktische formules)
Basisselectie van koppel en asdiameter
Begin met het overgedragen koppel. Als u het aantal pk's (pk) en het astoerental (tpm) kent:
- Koppel (lb · ft) = (PK × 5252) / RPM.
- Voor metrische eenheden: Koppel (N·m) = (pk × 745,7) / (2π × tpm/60) — gemakkelijker om pk naar kW om te rekenen en T (N·m) = (kW × 9550) / tpm te gebruiken.
Zodra het koppel (T) bekend is, bepaalt u de vereiste assectiemodulus en diameter met behulp van de toegestane schuifspanning (τ_allow). Voor een massieve ronde as onder torsie:
- Polair moment J = π·d⁴ / 32
- Schuifspanning τ = T·c / J = (16·T) / (π·d³)
- Herschik om d op te lossen: d ≥ ( (16·T) / (π·τ_allow) )^(1/3)
Gebruik een veiligheidsfactor die geschikt is voor de toepassing: typische vermoeiings-/roterende assen gebruiken 1,5–3,0, afhankelijk van schokbelasting en onbekende werkcycli. Houd bij spie- of spiebanen rekening met spanningsconcentraties en verminder de toegestane spanning dienovereenkomstig.
Materiaalkeuze, warmtebehandeling en oppervlakteafwerkingen
Gebruikelijke materialen en behandelingen voor U-gewrichtsassen:
- Middelzware staalsoorten (AISI 1045/EN C45): goede bewerkbaarheid; geschikt voor middelmatige belastingen na spanningsontlasting of oppervlakteverharding.
- Gelegeerd staal (4140/42CrMo): voorkeur voor toepassingen met hoger koppel/vermoeidheid; doorgehard of afgeschrikt en getemperd tot > 800–1000 MPa treksterkte indien nodig.
- Inzetharden (carbureren of nitreren) voor spiebanen of astappen om de slijtage te verbeteren met behoud van een taaie kern.
- Oppervlakteafwerking: Ra ≤ 0,8 µm aanbevolen bij lagertappen; gepolijste lagerzittingen verlengen de levensduur van de naaldlagers.
Montage-, fasering-, balancerings- en slingerlimieten
Faseringregels (om trillingen te voorkomen)
Bij gebruik van twee U-verbindingen in serie moeten beide verbindingen gelijke bedrijfshoeken hebben en 180° gefaseerd zijn (jukken georiënteerd), zodat de snelheidsfluctuatie van de aangedreven as wordt opgeheven. Praktisch:
- Leg de jukoren visueel neer en markeer ze; installeer de flens-/jukmarkeringen zo dat ze in de gespecificeerde fase zijn uitgelijnd.
- Bevestig gelijke hoeken met een hoekmeter; ongelijke hoeken produceren resttrilling die evenredig is met het verschil.
Dynamisch balanceren en slingeren
Assen met U-verbindingen en middensecties moeten dynamisch uitgebalanceerd zijn als de bedrijfssnelheden het normale stationair toerental van de motor overschrijden of als de trillingstolerantie laag is. Doelafwijkings- en balanstoleranties:
- Totale aangegeven slingering (TIR) bij lagertappen: ≤ 0,05 mm voor snelle aandrijflijnen.
- Dynamische balancering volgens ISO 1940/1 klasse G16 of beter voor automobieltoepassingen; Voor zwaardere roterende apparatuur is mogelijk G6.3–G2.5 vereist.
Controlelijst voor inspectie, smering en onderhoud
Regelmatige controles verlengen de levensduur aanzienlijk. Gebruik de volgende praktische checklist tijdens gepland onderhoud:
- Visuele inspectie van jukontlastingen, dwarstappen en afdichtingen op inkerving, corrosie of vetlekkage.
- Controleer de lagerspeling: axiale of radiale speling buiten de tolerantie van de fabrikant duidt op lagerslijtage; meten met meetklok.
- Smeerintervallen: smeer de naaldlagers opnieuw per bedrijfscyclus (typisch: elke 50–200 uur) met compatibel NLGI-kwaliteit en lagervet.
- Controleer op geluid en trillingen onder belasting; een plotseling begin duidt op het instorten van de lagers, kruislingse defecten of een verkeerde fasering.
Veelvoorkomende faalmodi en hoofdoorzaken
Het herkennen van de foutmodus helpt bij het voorschrijven van de juiste oplossing:
- Voortijdige slijtage van de naaldlagers – meestal door onvoldoende smering, verontreinigd vet of een verkeerde uitlijning.
- Kruis-/tapbreuk — hoge schokbelastingen of onjuist materiaal/warmtebehandeling; onderzoek het breukoppervlak op tekenen van vermoeidheid versus overbelasting.
- Vervorming van het U-gewrichtsjuk - overmatig buigmoment als gevolg van onjuiste ondersteuning of een te kleine as.
Productietoleranties, QC-controles en testen
Belangrijke dimensies en QC-acties die in productieplannen moeten worden opgenomen:
- Astapdiameters ±0,01–0,03 mm, afhankelijk van de lagerpassing (perspassing versus slippassing).
- Toleranties voor spline- of spiesecties volgens de gebruikte ISO/RM-standaard; controle op rondloop en rondloop ≤ 0,05 mm.
- Voer hardheidscontroles uit na de warmtebehandeling (bijvoorbeeld kernhardheid en kastdiepte voor gecarboneerde onderdelen).
- Functietest aan het einde van de productielijn: roteren onder belasting op bedrijfssnelheid om trillingen, geluid of olie-/vetlekken te detecteren.
Selectiechecklist en snelle referentietabel
Gebruik de onderstaande checklist voordat u een asontwerp voltooit of vervangende onderdelen bestelt:
- Bevestig continu en piekkoppel, toerentalbereik en werkhoeken.
- Beslis over de opstelling van enkele of dubbele verbindingen op basis van de hoek en de vereiste voor constante snelheid.
- Specificeer het materiaal, de warmtebehandeling en de oppervlakteafwerking voor tappen en spiebanen.
- Vermeld de balanceringsspecificatie en slingerlimieten op de aankooptekening.
| Toepassing | Typisch schachtmateriaal | Ontwerp knooppunten |
| Lichte machines (≤ 5 kW) | 1045 / C45 | Eenvoudig U-gewricht, periodieke smering |
| Middelzwaar (5-100 kW) | 4140 / 42CrMo (QT) | Dubbele U-verbinding aanbevolen, balans volgens G16 |
| Zwaar/automobiel | Gelegeerd staal, geharde astappen | Genitreerde/geharde dagboeken, balans tot G6.3 of beter |
Laatste opmerking: raadpleeg altijd de fabrikantspecifieke U-gewrichtsgegevensbladen voor spline-passingen, naaldlagertypes en vetcompatibiliteit. De bovenstaande formules en toleranties zijn beproefde uitgangspunten; pas ze aan de specifieke werkcyclus, omgevingsomstandigheden (corrosief of hoge temperaturen) en veiligheidseisen van uw project aan.

 Ik denk dat dit het geval is
Ik denk dat dit het geval is














Neem contact met ons op